
电 话:0574-82086828
传 真:0574-87416876
联系人:18968381881(邹总)
邮 箱:leisu18@163.com
地 址:浙江省宁波市鄞州区云龙镇王夹岙浙东高端装备智造园
网 址 : www.leisulaser.com

通过上述过程处理后的导轨,淬火区的淬火层的深度为0.58 mm,硬化带宽为4.47 mm,硬化层组织在细针状马氏体部分残留有奥氏体,德阳机械零件冷堆焊品牌硬化层组织为残留在细针状马氏体部分的奥氏体。表面硬度为724?797HV0.1,相当于61?64HRC。(3)磨损试验磨损试验的结果显示,在激光扫描淬火图案为45°的斜线(相对于轨道的边缘为45°的斜线,参照图5)、(棱镜状)固化区域为40%的情况下,轨道的耐磨损性高。选项卡页面中,选择背景在加工机械离合器连接、花键套筒、磁轭和环的激光淬火技术工作机械离合器连接、机械零件冷堆焊花键套筒、磁轭以及环环等激光淬火后,其质量明显优于普通盐浴或感应淬火,解决了连接爪部工作面硬度低、卡爪内侧变形大、花键套筒侧面硬度低、内孔暂时被认可

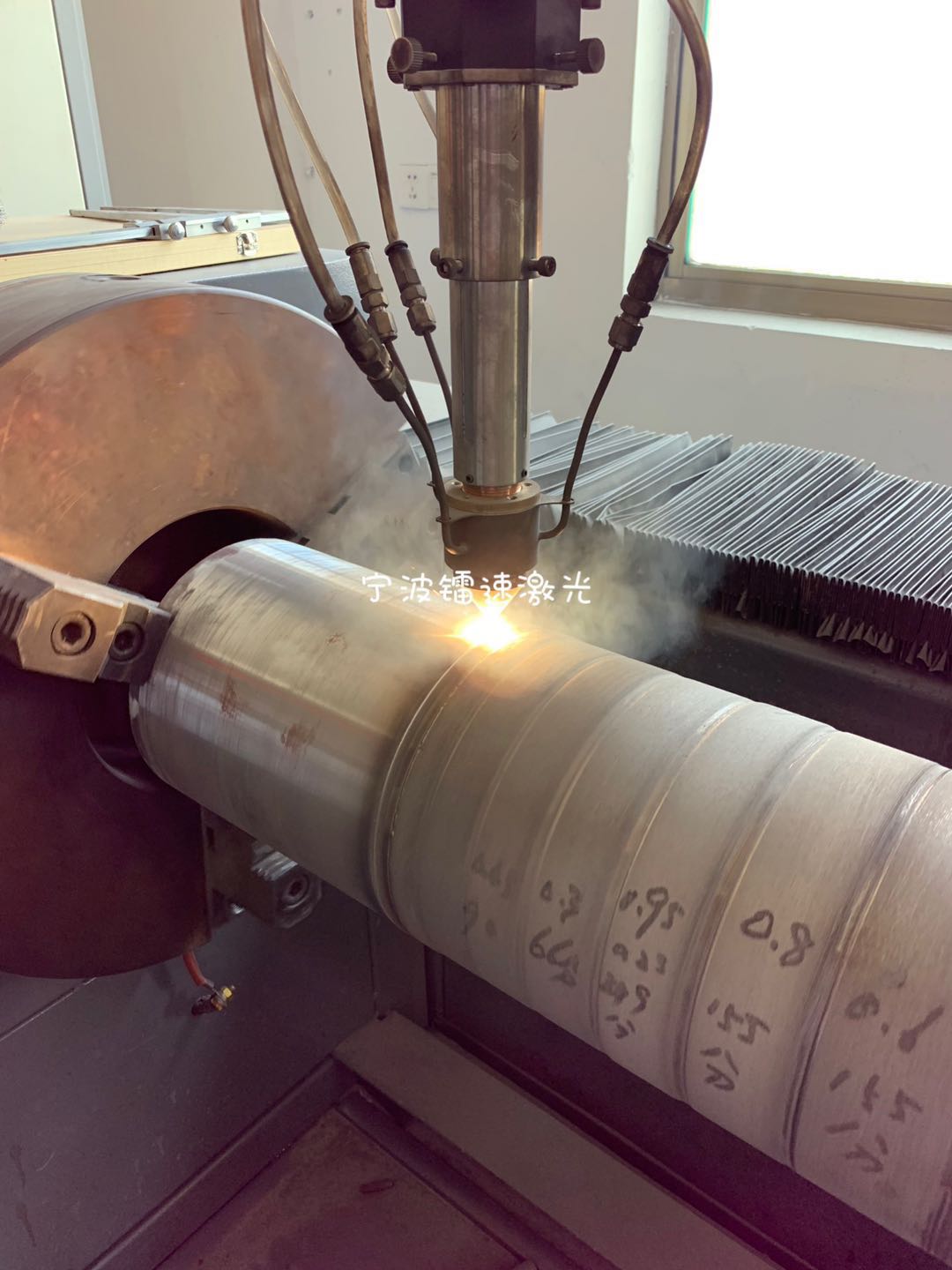
激光淬火是一种淬火技术,利用激光将材料表面加热到转变点以上,根据材料自身的冷却,从奥氏体转变为马氏体,由此使材料表面硬化。机械零件冷堆焊品牌简单地说,是应用激光束,以极快的速度加热金属表面,进行冲击淬火的一种表面热处理技术。激光加热速度快,热影响区域小;激光淬火零件变形小,特别适用于高精度要求的零件的表面处理;表面粗糙度几乎不变,不需要后续机加工;淬火深度和轨迹易控制,德阳冷堆焊品牌可相对于局部(槽、槽等)准确地淬火;激光淬火干净,效率高,不需要水或油等冷却介质;激光淬火硬化层均匀,硬度高(一般高于感应淬火1―3HRC);激光表面淬火硬化层的深度一般为0.2-2mm。以上介绍了激光淬火使用的优势。在目前的表面处理技术中,激光淬火可进行局部淬火,且工件不变形。线按钮选择激光淬火是提高使用寿命的有效方法。

取得了很大的经济效益和社会效果。近年来,在模具、齿轮等零件表面强化方面也得到了越来越广泛的应用。德阳机械零件冷堆焊品牌用于激光淬火点质量优势的技术特性的实际应用1。淬火件不变形的激光淬火的热循环过程快的中碳钢较大的型轴类2。几乎不破坏表面粗糙度,采用防氧化薄涂模钢。各种模具3激光淬火不稳定性精确量的数控淬火冷作模具钢模具,刀具4。对局部、沟、沟淬火精确的数控淬火中碳合金钢挡板5激光淬火清洗,冷堆焊品牌高效不需要水和油等冷却介质的铸铁材料发动机汽缸
特别重要的是激光淬火前后工件的变形几乎可以忽略,特别适用于高精度要求的零件表面处理,2、技术特征激光淬火层的深度为零件成分,根据尺寸和形状以及激光加工参数的不同,一般在0.3~2.0mm的范围内。德阳冷堆焊对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,无需后续机械加工即可满足实际的工业状况需求。激光熔融淬火技术是利用激光束将基材表面加热到熔融温度以上,通过基材内部的热传导冷却使熔融层表面急速冷却,机械零件冷堆焊品牌使结晶凝固的工艺。所得的熔融淬火组织非常致密,深度方向的组织依次为熔融―凝固层、相变硬化层、热影响区和基材。
由于对大型零件的加工也不需要进行渗碳淬火等的化学热处理时的火炉尺寸的限制,所以在很多的工业领域中,德阳冷堆焊代替淬火和化学热处理等传统的工厂,特别是。由于激光淬火前后的工件的变形几乎可以忽略,所以特别适合于高精度的部件表面是重要的。2。技术特性的激光硬化层的深度,根据零件的成分、大小和形状以及激光加工的参数,一般为0.3~2.0mm,对大齿轮的齿面、大型轴系零件的轴颈进行淬火,机械零件冷堆焊品牌激光熔融骤冷技术,其表面粗糙度几乎没有变化,不需要后续的机械加工,能够满足实际的运转条件激光熔融骤冷技术,使用激光束将基材表面加热到熔融温度以上,通过基材内部的热传导冷却使熔融层表面骤冷凝固而使其结晶化。



