
电 话:0574-82086828
传 真:0574-87416876
联系人:18968381881(邹总)
邮 箱:leisu18@163.com
地 址:浙江省宁波市鄞州区云龙镇王夹岙浙东高端装备智造园
网 址 : www.leisulaser.com
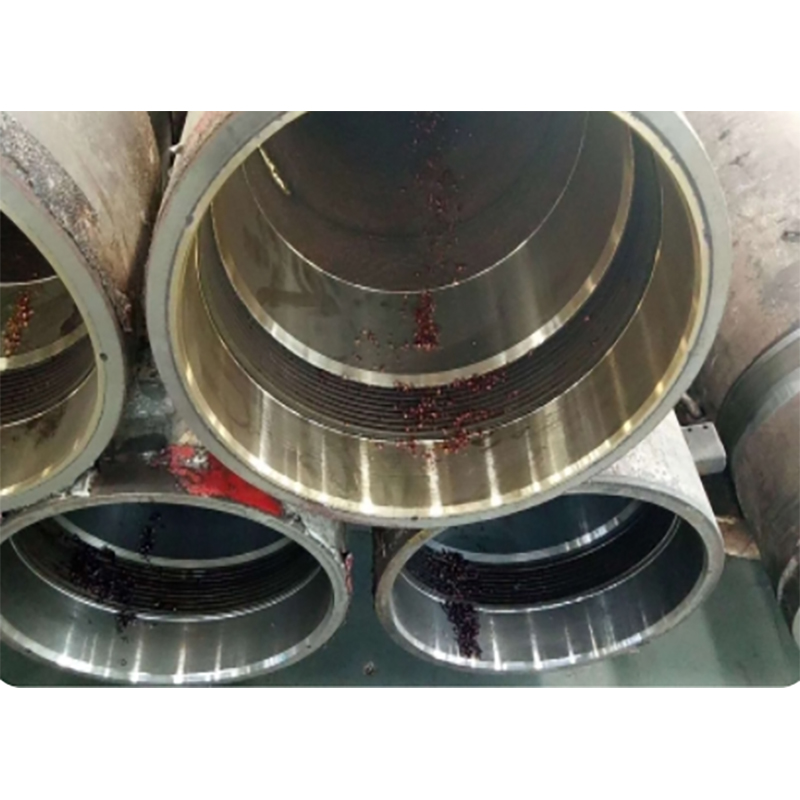
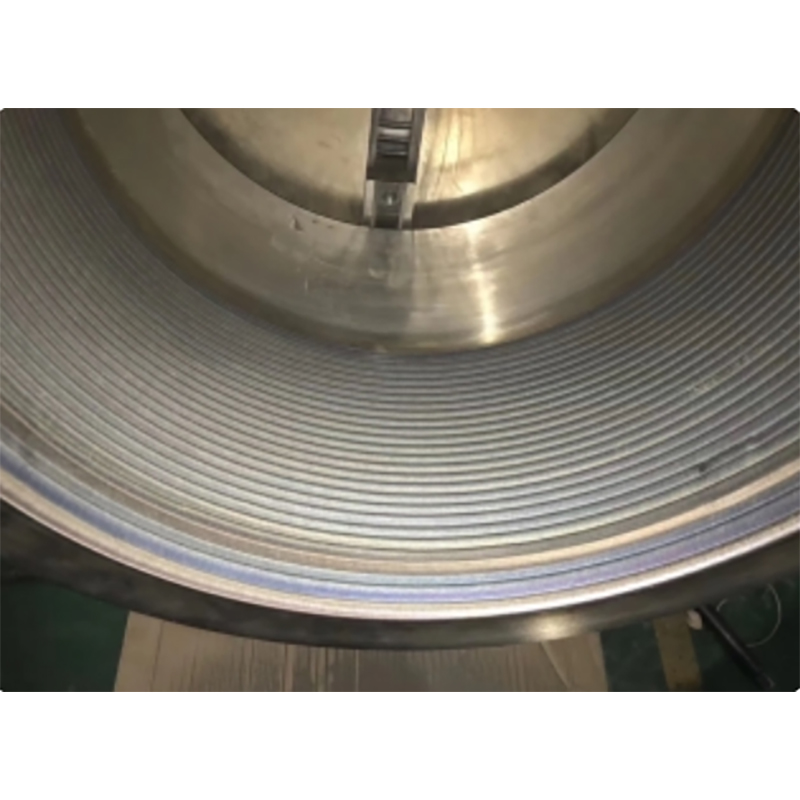
6。淬火硬度比传统方法高淬火层组织致密,韧性高。碳合金钢大型卷覆光烧设备激光HGL-V型5kW直交流CO2激光高功率5.5kW?机械零件激光堆焊大型多功能加工机床激光加工机床加工的基本尺寸范围如下:长5.5米,直径Φ2.6米。特殊工件,可加工尺寸范围更大。本激光加工机床既是双悬臂梁加工系统,又能进行多工作台激光的加工。六轴四联动数控系统该机床配置了六轴四联动数控系统,可成对的复杂形状工件的精密化激光加工。成都机械零件激光堆焊激光淬火工业应用实例激光淬火技术对各种导轨、大型齿轮、期刊、汽缸内壁、模具、肖特拉索瓦、摩托辊、滚轮、滚轮的零件进行擦拭强化。适用材料为中、高碳钢、铸铁。激光淬火应用实例:用激光淬火强化的铸铁发动机缸,其硬度提高了HB230。

淬火速度极快,硬化层薄(0.3~0.5mm),热影响区小,故淬火畸变微小;因自冷淬火,无淬火冷却介质的污染。(2)激光淬火适用范围激光淬火通常是对一些不要求整体淬火,激光堆焊品牌尺寸精度要求较高,或采用其他方法难以处理,以及形状复杂或需进一步提高硬度、耐磨性等性能的工件表面硬化处理。(3)激光淬火设备通常包括产生激光束的激光器(CO2激光器、YAG激光器),引导光束传输的导光聚焦系统(光闸、机械零件激光堆焊品牌可见光同轴瞄准、光束传输及转向、聚焦等装置),承载工件并使其运动的激光加工机(二维、多维的自动或数控加工机床等),以及其他辅助装置(屏蔽装置、对准装置等)。

部件的变形极小,而且能够通过热处理技术控制变形,在工件处理后不需要修理,可以作为部件的精加工的最后工序。其次,成都激光堆焊品牌可以对形状复杂的部件,例如盲孔、内孔、小槽、薄壁部件等进行处理或局部处理,根据需要可以在相同部件的不同部位进行不同的处理。高频淬火由于传感器的限制对形状复杂的零件表面淬火困难,加热区域不易控制,薄壁零部件淬火可克服易裂的问题;大型部件的加工也不需要受到渗碳淬火等化学热处理时的炉腹尺寸的限制,机械零件激光堆焊品牌第3个由于通用性高、激光焦点深度大,因此在淬火时部件的尺寸、对大小和表面没有严格的限制。目前高频淬火必须对各种零件制作合适的传感器。
在小孔中开裂,磁轭和环的渗碳淬火变形大,产生断齿,两者的啮合不良、传递转矩不足,产生滑动等不足。陷阱。成都激光堆焊实施例1电磁离合器连接(参照图7),材料为45钢,技术要求:硬度≥55HRC,淬火层深度≥0.3mm,爪部直径应变≤0.1mm,固化面积≥80%。(1)对全部工艺流程进行机械加工后,机械零件激光堆焊用数控激光热处理机自动进行6个爪的12个侧面激光的扫描骤冷。(2)激光淬火工艺激光输出P=1000W,透镜焦距f=350mm,散焦量d=59mm,扫描速度v=1000mm/min,节拍时间t=45秒/单位。(3)检查结果硬度57?60HRC,硬化层深度0.3?框中,选择“CSV文本6mm,直径变形≤±0。03mm,爪侧面100%淬火

你知道高速激光熔化的关键技术参数吗?高速激光熔化是一种先进的高速绿色金属表面处理技术,已被国家科技部替代镀铬技术之一。机械零件激光堆焊高速激光熔化具有加工效率高、后续加工量小、成本低、加工细小等特点,是金属激光表面改性技术领域的一次重大技术突破。在高速激光熔融的关键技术参数的实际工作中,高速熔化相关的主要技术参数包括两个方面:一个是激光熔融过程中设备的调试设置参数,机械零件激光堆焊品牌称为加工参数;2个是对熔融完成后的熔融效果的品质的检查评价参数,被称为测定参数。加工参数主要包括激光功率、装载率、熔融速度、送粉量、送粉气压和保护气气压等5项关键参数。(1)激光功率:激光单位时间内输出的能量。



