
电 话:0574-82086828
传 真:0574-87416876
联系人:18968381881(邹总)
邮 箱:leisu18@163.com
地 址:浙江省宁波市鄞州区云龙镇王夹岙浙东高端装备智造园
网 址 : www.leisulaser.com
第四,相对较高的淬火温度的不锈钢部件,其淬火温度和熔点温度非常接近,3D打印品牌使用传感器对产品进行局部表面淬火时,导致淬火角或不规则部位易烧伤,导致零件废弃,激光表面淬火不受此限制。第五,激光淬火冷却速度非常快,不需要水、油等冷却介质,是清洁、高效的环境淬火工艺。第六,表面淬火层组织细且硬度高,耐磨性好,淬火层深度浅(一般为0.3~2.0mm)表面淬火产品。以上是关于激光表面淬火工艺的研究的介绍。模具3D打印品牌应该考虑各参数值的选择范围,D不能过大,V不能变小,冷却速度过低,不能实现马氏体的转换。相反,激光功率过大时,容易导致表面熔融,影响表面的几何形状。

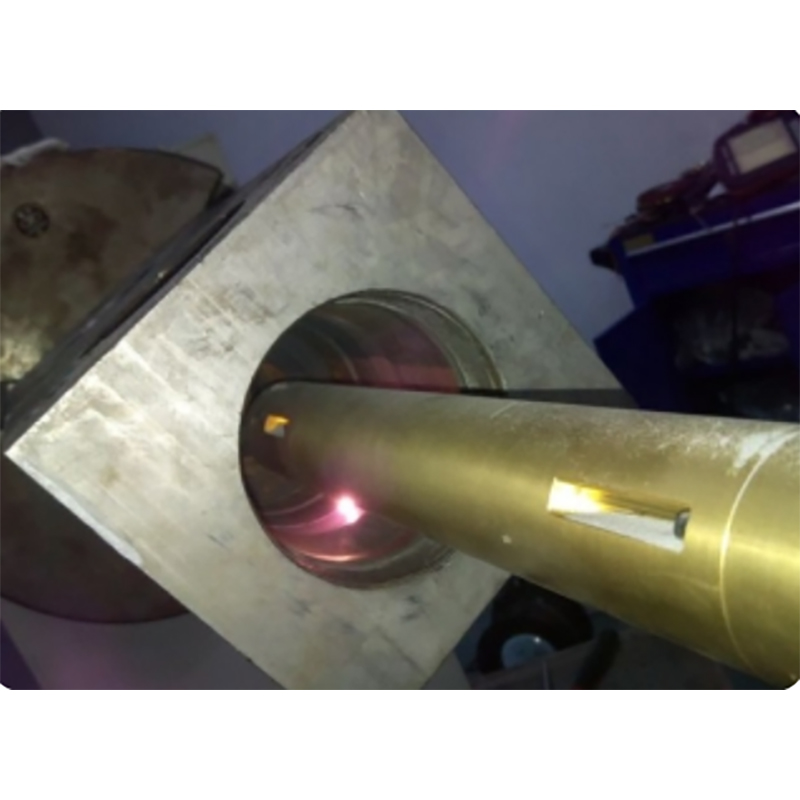
在小孔中开裂,磁轭和环的渗碳淬火变形大,产生断齿,两者的啮合不良、传递转矩不足,产生滑动等不足。陷阱。阜新3D打印实施例1电磁离合器连接(参照图7),材料为45钢,技术要求:硬度≥55HRC,淬火层深度≥0.3mm,爪部直径应变≤0.1mm,固化面积≥80%。(1)对全部工艺流程进行机械加工后,模具3D打印用数控激光热处理机自动进行6个爪的12个侧面激光的扫描骤冷。(2)激光淬火工艺激光输出P=1000W,透镜焦距f=350mm,散焦量d=59mm,扫描速度v=1000mm/min,节拍时间t=45秒/单位。(3)检查结果硬度57?60HRC,硬化层深度0.3?框中,选择“CSV文本6mm,直径变形≤±0。03mm,爪侧面100%淬火
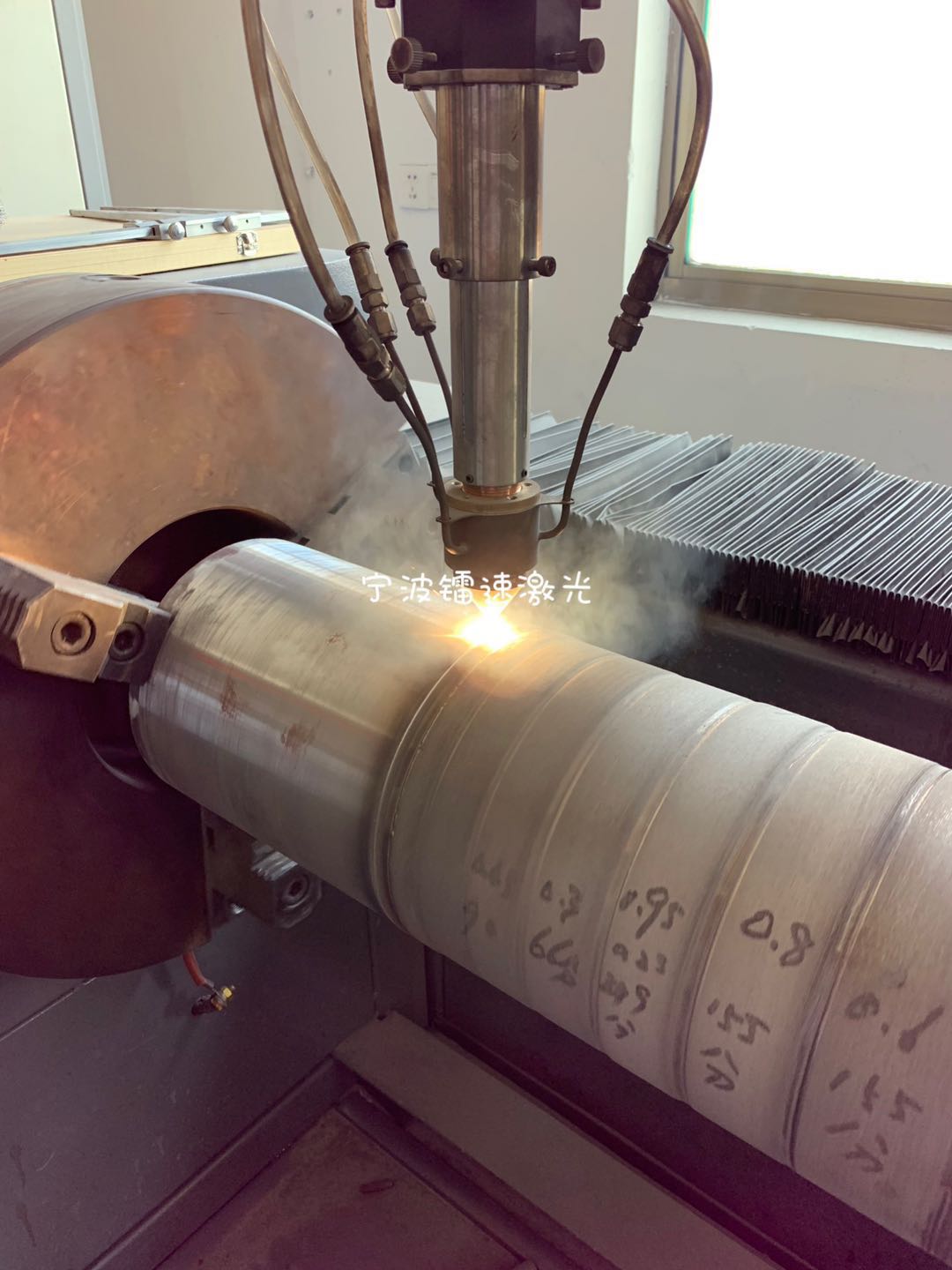
然后用微型计算机控制淬火机床(工作台),配备灵活通用的工装治具,固定淬火工件进行平行移动,进行旋转或合成运动。(3)激光淬火后主轴及试样检查淬火层深度0.5-1.2 mm;表面淬火硬度60?66HRC;模具3D打印组织为最外层超细马氏体为少量残留奥氏体,过渡层马氏体铁素体渗碳体,内层为原始组织。2.在数控机床上应用钢导轨的激光淬火技术(1)锻造预热处理导轨后,进行常规正火和调质处理;细化晶粒,改善组织结构,模具3D打印品牌降低内应力,并为后续激光淬火做好组织准备。(2)激光淬火设备及工艺参数采用国产31.5kW二氧化碳激光器及激光加工机床,激光输出P=900W,斑点直径4 mm,离焦量d=240 mm;扫描速度v=10m/s。

送粉气压和保护气体气压、高速熔融的送粉方式为气体动送粉,送粉气压与送粉量相匹配。保护气体气压的选择在熔池的周围形成保护区域,模具3D打印品牌减少氧化,也不能过大,影响粉末的飞行路径。测定参数是在高速熔融完成后测定熔融层的质量好坏的参数,主要是熔融层的厚度、结合强度、空隙率、稀释率、表面粗糙度、包括硬度耐磨性等6项关键参数。目前进行激光熔化处理的冶金行业各种材料的轧辊、先导螺旋等工件,阜新模具3D打印其表面粗糙度已经接近激光淬火的水平。激光淬火目前已成功地用于冶金行业、机械行业、石油化工中脆弱零件的表面强化,特别是在提高滚筒、引线、齿轮、剪刃等易损伤零件的使用年限方面,效果显著

激光是激光焊接系统的核心。采用激光焊接,具有高精度、高效、高强度和实时性等优势,确保质量、产量、交货期限,目前,模具3D打印激光焊接已成为精密加工行业中一种非常有竞争力的加工手段,对机械、电子、电池、航空、仪表等行业有特殊要求的工件点焊,广泛应用于层叠焊接和密封焊接中。激光焊接要求激光器应该具有较高的额定输出功率,保证了较宽的功率调节范围、功率弛豫下降能力、阜新3D打印品牌焊接部的开始和结束部位的质量,工作稳定可靠,横模为低楼层模式或基本模式。可用于焊接的激光器是CO2激光器、YAG激光器、LD泵浦固体激光器、光纤激光器和半导体激光器。大功率半导体激光器已经成熟,商品化激光功率已经达到数千瓦特。大功率半导体激光光束的能量分布均匀,光点形状可根据需要任意调节
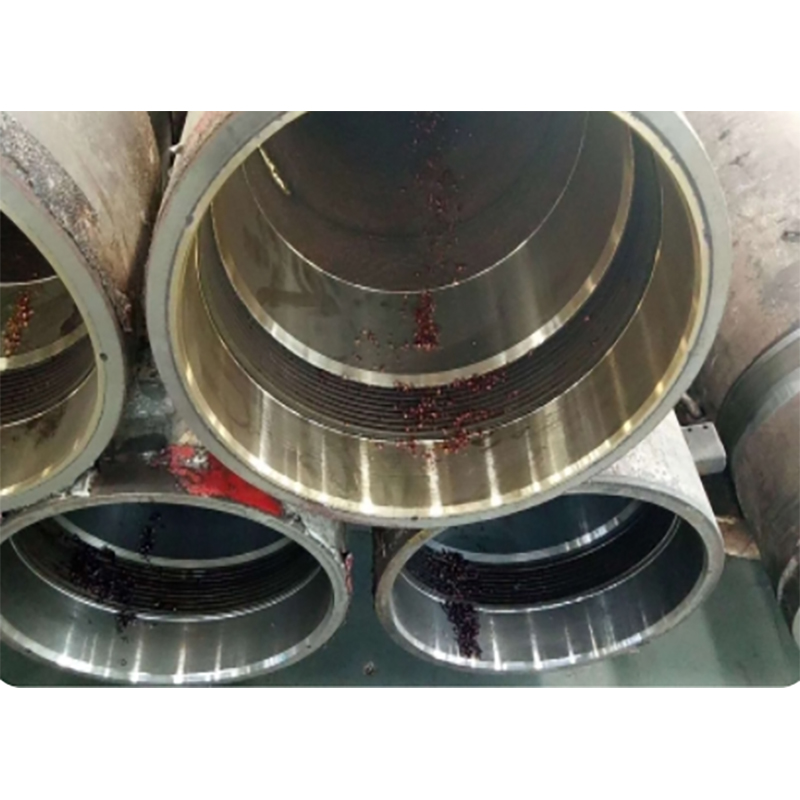
激光淬火是一种淬火技术,利用激光将材料表面加热到转变点以上,根据材料自身的冷却,从奥氏体转变为马氏体,由此使材料表面硬化。模具3D打印品牌简单地说,是应用激光束,以极快的速度加热金属表面,进行冲击淬火的一种表面热处理技术。激光加热速度快,热影响区域小;激光淬火零件变形小,特别适用于高精度要求的零件的表面处理;表面粗糙度几乎不变,不需要后续机加工;淬火深度和轨迹易控制,阜新3D打印品牌可相对于局部(槽、槽等)准确地淬火;激光淬火干净,效率高,不需要水或油等冷却介质;激光淬火硬化层均匀,硬度高(一般高于感应淬火1―3HRC);激光表面淬火硬化层的深度一般为0.2-2mm。以上介绍了激光淬火使用的优势。在目前的表面处理技术中,激光淬火可进行局部淬火,且工件不变形。线按钮选择激光淬火是提高使用寿命的有效方法。



