
电 话:0574-82086828
传 真:0574-87416876
联系人:18968381881(邹总)
邮 箱:leisu18@163.com
地 址:浙江省宁波市鄞州区云龙镇王夹岙浙东高端装备智造园
网 址 : www.leisulaser.com

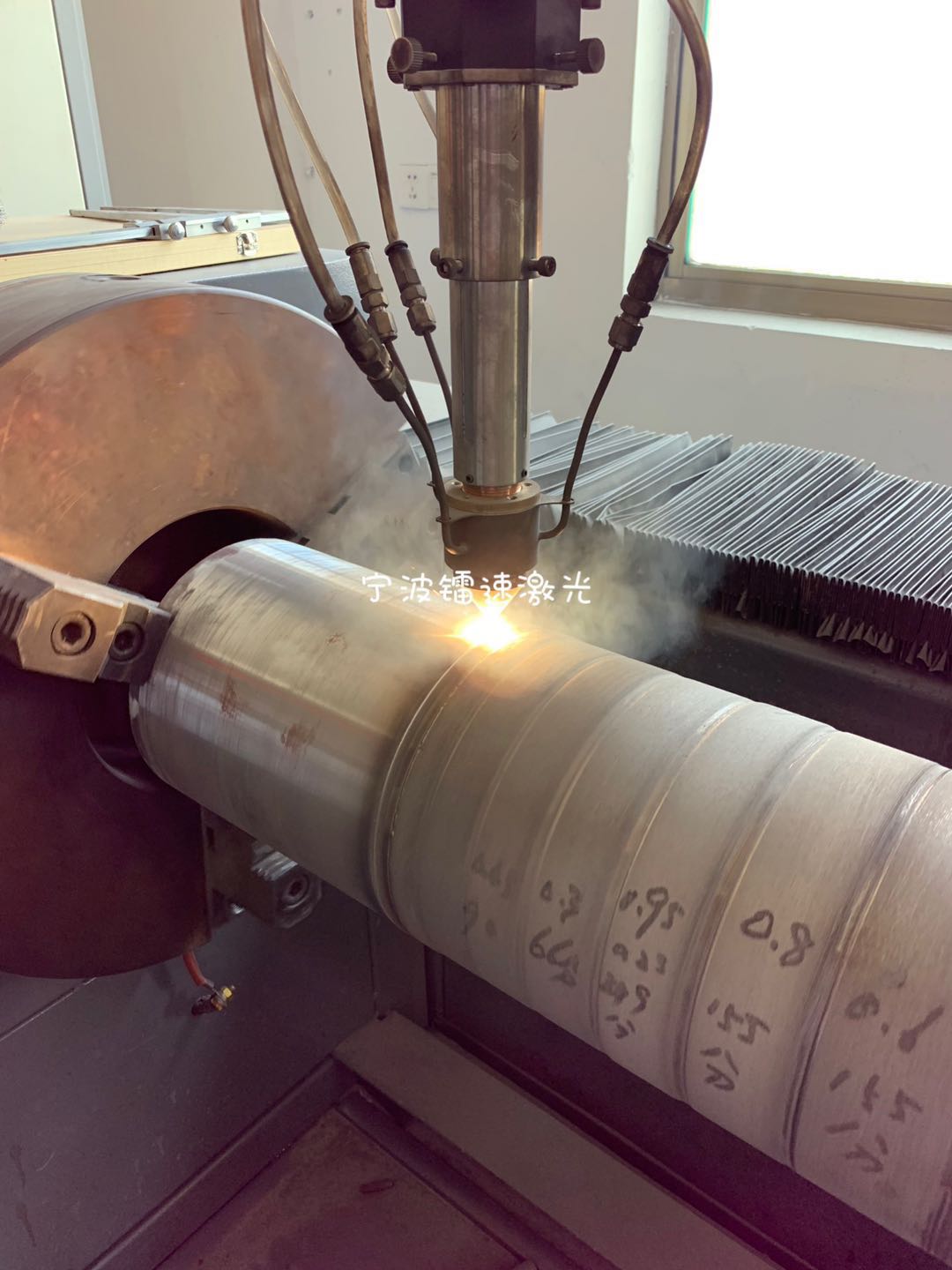
高速激光熔化一般采用kW级激光,例如中科中美生产的ZKMS―2000W和ZKMS―4000W在市场上的推广应用比较多,贵阳喷涂设备品牌可以满足大多数的科研和生产需求。(2)装载率:接合率影响熔融层的表面粗糙度,另一方面影响熔融效率。高速熔融被覆的搭载率比较高,一般为60%―80%(普通熔融被覆的连结率为30%―50%)。(3)熔融速度:熔融线速度和熔融效率均可表示熔融速度的大小。中科中美ZKMS―4KW熔融实测线速度为5m/min―100m/min,熔融厚度为0.2―1.2mm时,工程机械喷涂设备品牌熔融效率为每小时0.5―1.2平方米。(4)送粉量:高速熔融的送粉量主要与粉末的熔点特性、激光功率、工件的运动线速度有关,保证粉末充分溶解,同时粉末也不能再烧结。
激光淬火、激光焊接原理采用激光烧结齿面,其加热冷却速度高,工艺周期短,不需要外部淬火介质。具有工件的变形小、工程机械喷涂设备品牌作业环境清洁、处理后不需要进行牙齿研磨等精加工、且被处理齿轮的尺寸不限于加热处理设备的尺寸等独特优点。列表中的“输入字段”质量好的激光淬火功率密度高,冷却速度快,不需要水或油等冷却介质,清洁,快速淬火工艺。与感应淬火、火焰淬火、渗碳淬火工艺相比,贵阳工程机械喷涂设备激光淬火硬化层均匀,硬度高(一般高于感应淬火高度1-3HRC),工件变形小,加热层深度和加热轨迹易控制,自动化容易化,不需要如感应淬火那样根据不同的零件尺寸设计对应的感应线圈。

由于对大型零件的加工也不需要进行渗碳淬火等的化学热处理时的火炉尺寸的限制,所以在很多的工业领域中,代替淬火和化学热处理等传统的工厂,贵阳喷涂设备品牌特别是。由于激光淬火前后的工件的变形几乎可以忽略,所以特别适合于高精度的部件表面是重要的。2。技术特性的激光硬化层的深度,根据零件的成分、大小和形状以及激光加工的参数,一般为0.3~2.0mm,对大齿轮的齿面、大型轴系零件的轴颈进行淬火,工程机械喷涂设备激光熔融骤冷技术,其表面粗糙度几乎没有变化,不需要后续的机械加工,能够满足实际的运转条件激光熔融骤冷技术,使用激光束将基材表面加热到熔融温度以上

特别重要的是激光淬火前后工件的变形几乎可以忽略,特别适用于高精度要求的零件表面处理,2、技术特征激光淬火层的深度为零件成分,根据尺寸和形状以及激光加工参数的不同,一般在0.3~2.0mm的范围内。贵阳喷涂设备对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,无需后续机械加工即可满足实际的工业状况需求。激光熔融淬火技术是利用激光束将基材表面加热到熔融温度以上,通过基材内部的热传导冷却使熔融层表面急速冷却,工程机械喷涂设备品牌使结晶凝固的工艺。所得的熔融淬火组织非常致密,深度方向的组织依次为熔融―凝固层、相变硬化层、热影响区和基材。

目前,随着高精密加工中心(MC)、数控机床(CNC机床)、柔性加工单元(FMC机床)等越来越多的应用,对机床零件加工精度、工程机械喷涂设备品牌尺寸精度保持性及使用年限的要求进一步提高。这就要求先进的激光淬火等技术的应用。可以大大提高导向器、齿轮、主轴等机械零件的质量。激光淬火技术是什么?我们一起看一看吧。(1)激光淬火(LHT)及其特点随着20世纪70年代中期高功率激光的出现,贵阳工程机械喷涂设备品牌投入工业生产,激光加工技术迅速发生的发展。激光淬火是其中最早、应用面最广、技术最成熟的激光表面改性技术。也被称为激光淬火,也被称为激光的相变硬化,起到了很好的作用。



