
电 话:0574-82086828
传 真:0574-87416876
联系人:18968381881(邹总)
邮 箱:leisu18@163.com
地 址:浙江省宁波市鄞州区云龙镇王夹岙浙东高端装备智造园
网 址 : www.leisulaser.com
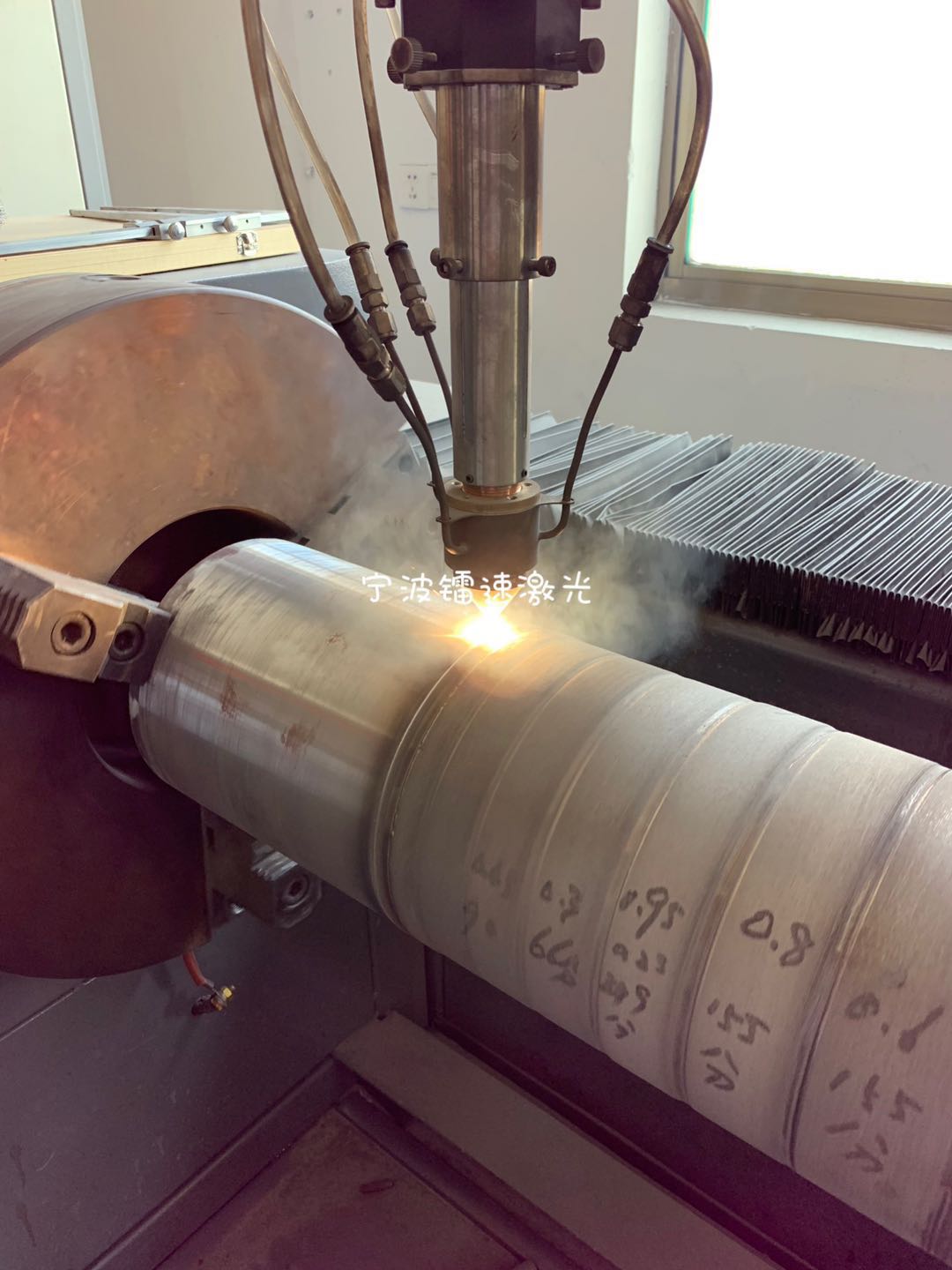
6。淬火硬度比传统方法高淬火层组织致密,韧性高。碳合金钢大型卷覆光烧设备激光HGL-V型5kW直交流CO2激光高功率5.5kW?工程机械合金粉末大型多功能加工机床激光加工机床加工的基本尺寸范围如下:长5.5米,直径Φ2.6米。特殊工件,可加工尺寸范围更大。本激光加工机床既是双悬臂梁加工系统,又能进行多工作台激光的加工。六轴四联动数控系统该机床配置了六轴四联动数控系统,可成对的复杂形状工件的精密化激光加工。咸阳工程机械合金粉末激光淬火工业应用实例激光淬火技术对各种导轨、大型齿轮、期刊、汽缸内壁、模具、肖特拉索瓦、摩托辊、滚轮、滚轮的零件进行擦拭强化。适用材料为中、高碳钢、铸铁。激光淬火应用实例:用激光淬火强化的铸铁发动机缸,其硬度提高了HB230。
送粉气压和保护气体气压、高速熔融的送粉方式为气体动送粉,送粉气压与送粉量相匹配。保护气体气压的选择在熔池的周围形成保护区域,工程机械合金粉末技术减少氧化,也不能过大,影响粉末的飞行路径。测定参数是在高速熔融完成后测定熔融层的质量好坏的参数,主要是熔融层的厚度、结合强度、空隙率、稀释率、表面粗糙度、包括硬度耐磨性等6项关键参数。目前进行激光熔化处理的冶金行业各种材料的轧辊、先导螺旋等工件,咸阳工程机械合金粉末其表面粗糙度已经接近激光淬火的水平。激光淬火目前已成功地用于冶金行业、机械行业、石油化工中脆弱零件的表面强化,特别是在提高滚筒、引线、齿轮、剪刃等易损伤零件的使用年限方面,效果显著

冶金物理过程与电子束焊接极其相似,即能量转换机构通过“键孔”结构完成的成膜材料,以足够高的功率密度的激光照射蒸发而形成。小孔。咸阳工程机械合金粉末充满该蒸汽的小孔就像黑体一样吸收几乎所有的入射光束能量,孔内的平衡温度达到25000C左右,从该高温孔的外壁传递热。熔化围绕该孔的金属的熔化物。孔的壁外部的液体流动和壁的表面张力与在孔的腔内连续产生的蒸汽的压力共同作用。光束总是进入小孔,小孔外的材料连续流动,随着光束移动,小孔总是流动稳定的稳定状态。即,合金粉末技术围绕孔和孔的壁的熔融金属随着引线梁的前进速度向前方移动,熔融金属在开孔除去后填充残留的空隙,随之凝结并焊接。所有这些过程都是如此快速地发生的,并且可以很容易地实现焊接速度。

世界各国的研究人员系统地研究了激光焊接的关键技术,取得了重大成果。国内外有大量研究和会议论文,zhuanli介绍激光焊接技术及其最新应用:激光焊接装置、材料、工艺、监测与控制、质量检查,包括过程模拟和模拟等研究,但迄今为止激光焊接技术尚未达到大面积工业。工程机械合金粉末技术分析其原因,分析了政府的指南因素、激光焊接技术本身成熟度的限制、社会各界激光焊接技术认可程度等因素。咸阳工程机械合金粉末简单介绍。因此,激光焊接技术要实现全面的工业化应用,要加强宣传力度,重视市场的需求,重点突破制约发展的关键要素,解决了与工程应用相关的关键技术,在不相信的将来,激光焊接技术的应用领域及其强度如下。

这是由于功率太大,材料表面发生脱碳现象,功率过高,温度过高,奥氏体晶粒生长只能转变为粗大的马氏体马氏体组。与表面相近的碳化物的溶解同时,在奥氏体中融入的碳和合金元素再次扩散到二次表面,再分布,形成高碳马氏间歇体的体;3,试料淬火层的硬度在表面附近的硬度比母材高,在深度方向上出现表面硬度,另外,比淬火层的平均值高,但更高的硬度,之后在比母材高的范围内变动,然后,随着深度的增加,硬度值降低到母材(即硬度值先降低后上升)最高,降低到比母材高的硬度范围的波纹度,最后降低到母材的材料。在漫长的一段时间里,硬度的值从先下降到最后才会上升,最后,很多设备都有自己的理论和一些原理,为此,请大家进行分析。其实,除了上面的一些情况以外,请向大家提出意见。结果,这样的装置的原理非常值得大家开发

其实,很多时候,后人在平时的生活中,对于激光表面淬火试验,加工中淬火后的材料横截面的深度方向的硬度值的分布出现了若干现象,工程机械合金粉末今天小编为了大家来分析其中的理论!列表中的“输入字段”试料淬火层的硬度分布比较均匀,整体硬度值不会发生较大变化的理想状态。2、试样淬火层的硬度比表面接近的硬度比母材高(比淬火层的平均高)的值比淬火层的平均值低。例如,中高碳钢、工程机械合金粉末技术合金钢淬火后硬化层的平均硬度为52HRC~56HRC,母材为40HRC左右,接近淬火层表面的硬度为46HRC~-49HRC。如在深度方向上硬度值更高的象这样,再向中硬度逐渐降低的倾向(即硬度值先上升后降低,在1个范围内波动最终降低到母材)。



